
There is an array of shale oil and rock processing technologies, each with its own set of attributes that suits specific oil shale deposits. After thorough research and exploration, Shale Energy Company decided that the UTT-3000 technology, which is based on the Galoter Process, is the most suitable and feasible to use in Jordan.
UTT 3000 Background and History
The Galoter Process is a shale oil extraction technology that was named after the research team leader I. Galinker. The process was developed by the OAO Krzhizhanovsky Power Energy Institute, a renowned Moscow-based Institute founded in 1930 with a focus on energy conservation and non-traditional energy sources.
A few countries set out to develop shale oil technology such as Estonia, who further developed the Galoter Process since 1953 with a series of successful shale oil retorting projects. Estonia launched a pilot unit in 1947 and this was followed by the first Galoter-based commercial scale pilot retort in Kivi?li in 1953 and 1963. In 1980, the Narva oil plant started operating two Galoter-type units with a capacity of 3000 tonnes per day.
The UTT technology is also used in other countries like the Ukraine, Morocco, Uzbekistan and Burma.
UTT-3000 Flow Diagram of the Galoter Process
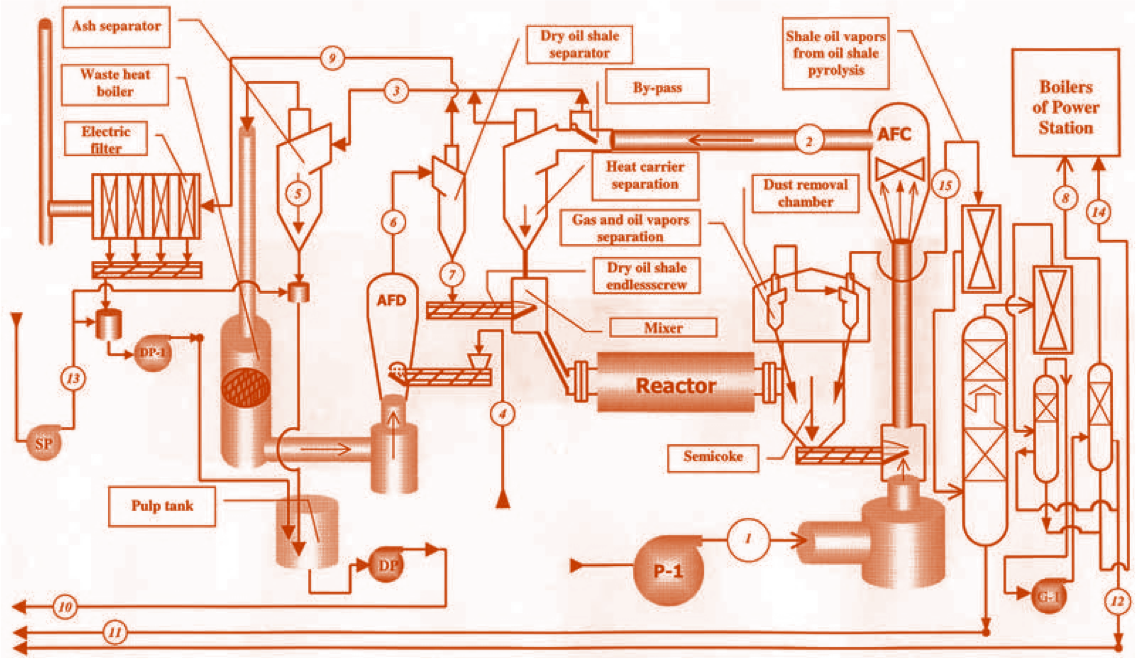
Reactor – drum reactor for oil shale pyrolysis;
Boilers of Power Station– boilers of the Estonian Power Station;
AFC – aerofountain combustor of the retort;
AFD – aerofountain dryer;
P-1 – centrifugal air blower;
DP – dredger pump;
DP-1 – small dredger pump of electric filters;
SP – pump for settled recycle water;
G-1 – centrifugal gas blower
Technology Overview
The Galoter process is a shale oil retorting technology categorized as a hot recycled solids technology and uses a horizontal cylindrical rotating kiln-type retort. It is a process that has high thermal and technological efficiency, and high oil recovery ratio and its oil yield reaches 90% of Fischer Assay; a standardized laboratory test for determining the oil yield from shale oil to be expected from a conventional shale oil extraction. The process creates less pollution than internal combustion technologies, because it uses less water.
The shale oil is crushed into small particles with a diameter size of less than 25 millimetres and then dried in a fluidized bed drier by contact with hot gases. After drying and pre-heating to 135 °C, oil shale particles are separated from gases and the oil shale is then transported to a mixer chamber, where it is mixed with hot ashes of 800 °C, produced by combustion of spent oil shale in a separate furnace.
The mixture is then moved to a hermetic rotating kiln and once the heat transfers from the hot ash to raw oil shale particles, the chemical decomposition, known as pyrolysis, begins in oxygen deficit conditions and its temperature is kept at 520 °C. The produced oil vapors and gases are cleaned of solids by cyclones and moved to a condensation system where shale oil condenses and oil shale gas is separated in gaseous form. Spent shale (semi-coke) is transported then to the separate furnace for combustion to produce hot ash. A portion of the hot ash is separated from the furnace gas by cyclones and recycled to the rotary kiln for pyrolysis. The remaining ash is removed from the combustion gas by more cyclones and cooled and removed for disposal by using water. The cleaned hot gas returns to the oil shale dryer.